Производство тентовых материалов с
ПВХ
покрытием.
Мы предлагаем как готовые решения, так и материалы с параметрами под ваши требования.У нас есть собственный отдел разработки и всё необходимое оборудование и компетенции, чтобы решать даже сложные задачи.
Всё начинается с выбора основы.
Основа для тентовой ткани ПВХ определяет, какие разрывные нагрузки сможет выдержать материал. При выборе основы обычно ориентируются на два ключевых параметра:
- Линейная плотность нити
Указывается в тексах (Tex) или денье (Denier). Отраслевым стандартом считается 111 Tex / 1000 Den. - Плотность нитей (количество нитей на дюйм, ~24 мм)
Обозначается, например, как 16×16, где:
- 16 — количество нитей по основе (продольно),
- 16 — количество нитей по утку (поперёк).
Чем больше нитей в основе, тем крепче материал.
Чаще всего основу изготавливают из технической полиэфирной нити. Однако для специализированных материалов возможны и другие решения. Например:
- основа из чёрной нити — для материалов типа Blackout,
- основа из стеклонити — для придания противопожарных свойств.
Вариантов действительно много — состав и параметры основы подбираются под конкретные задачи и требования к готовому материалу.
ПВХ в производстве тентовых материалов
Когда мы говорим «ПВХ», мы имеем в виду не один компонент, а сложную многокомпонентную систему. В неё входят различные ПВХ смолы, пластификаторы, модификаторы, стабилизаторы, антипирены, смазки, регуляторы и другие добавки. Компонентов может быть много — и каждый из них влияет на итоговые свойства материала.
От рецептуры ПВХ зависят:
Сопротивляемость плёнки сдирам и раздирам — напрямую влияет на срок службы изделия.
Светостойкость — чем она выше, тем дольше материал сохраняет внешний вид: не выгорает, не выцветает и не растрескивается.
Износостойкость (истираемость) — один из ключевых параметров долговечности.
Морозостойкость — подбираем рецептуры для эксплуатации в разных климатических зонах.
Горючесть — комплексный показатель, включающий воспламеняемость, дымообразование и токсичность.
Сопротивление статическому электричеству — регулируется подбором состава.
Устойчивость к грибкам — важна для изделий, работающих во влажной среде.
Химическая стойкость — возможность обеспечить устойчивость к различным агрессивным средам.
Индивидуальная разработка
Мы разрабатываем рецептуры ПВХ под задачи клиента. Это небыстрый процесс, требующий работы команды специалистов и испытаний. Условия разработки обсуждаются индивидуально.
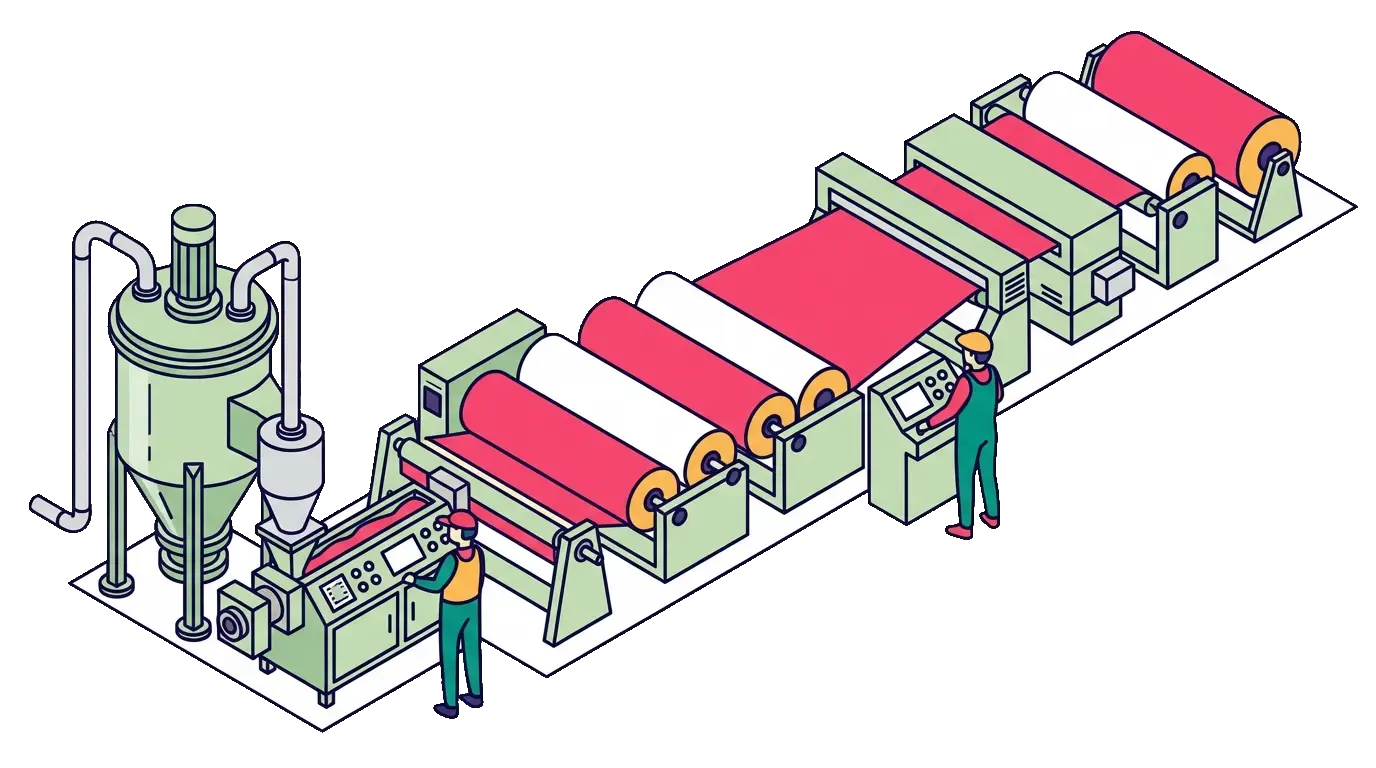
Ключевые этапы производства тентового материала ПВХ.
1) Последовательность смешения компонентов
ПВХ — многокомпонентная система, и порядок ввода добавок критичен. В зависимости от состава настраиваются:
очерёдность ввода смол, пластификаторов, стабилизаторов, модификаторов, антипиренов, пигментов и других добавок;
интенсивность перемешивания (сдвиговые нагрузки), чтобы добиться нужной дисперсии;
время смешения и выдержка, чтобы стабилизировать вязкость и равномерность состава.
Нарушение последовательности часто приводит к нестабильной вязкости, ухудшению дисперсии пигментов/наполнителей и, как следствие, к дефектам поверхности и снижению прочности покрытия.
2) Температурные режимы
Температура важна на каждом шаге: от приготовления смеси до формирования ПВХ-слоя на основе. Подбираются:
температура подготовки и хранения состава (влияние на вязкость и наносимость);
профили нагрева при нанесении (гелеобразование/плавление, формирование структуры);
режимы термофиксации и охлаждения, чтобы материал не «велся», не давал усадку и сохранял стабильную геометрию.
Слишком низкие температуры могут дать недоформированный слой и слабую адгезию, слишком высокие — риск термодеструкции, изменения цвета, потери эластичности.
3) Нанесение и формирование покрытия
При производстве тентового материала важно обеспечить стабильность процесса:
скорость линии и время пребывания в нагревательных зонах;
толщина слоёв и их равномерность по ширине;
контроль натяжения основы (чтобы избежать складок, перекоса, разнотолщинности);
сцепление слоёв (межслойная адгезия и адгезия к основе).
4) Стабилизация поверхности и финишные свойства
В зависимости от назначения материала выбираются режимы, влияющие на:
матовость/глянец, тиснение и тактильные свойства;
грязеотталкивание и лёгкость очистки (при наличии финишных слоёв);
антистатические и биостойкие свойства (при соответствующих добавках и режимах).
5) Контроль качества в процессе
Для стабильного результата важен регулярный контроль параметров:
вязкость/однородность состава;
масса и толщина покрытия;
адгезия к основе и межслойная адгезия;
внешний вид поверхности и отсутствие дефектов;
ключевые эксплуатационные показатели (прочность, истираемость, морозостойкость и др.).
Подбор технологии под задачу
Мы подбираем процесс переработки под конкретную рецептуру и требования к материалу: настраиваем последовательность смешения, температурные режимы, параметры нанесения и термообработки. Такой подход позволяет получать стабильные характеристики и предсказуемое качество готового тентового материала под условия эксплуатации клиента.
Мы производим тентовый материал
"Политент"
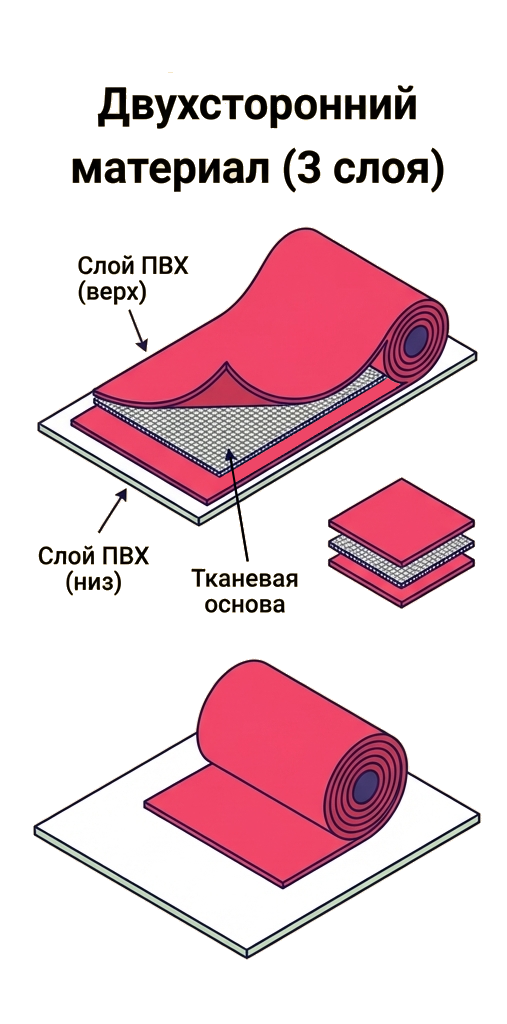
Материал армированный «Политент» — это общее название серии тентовых материалов для широкого спектра применений
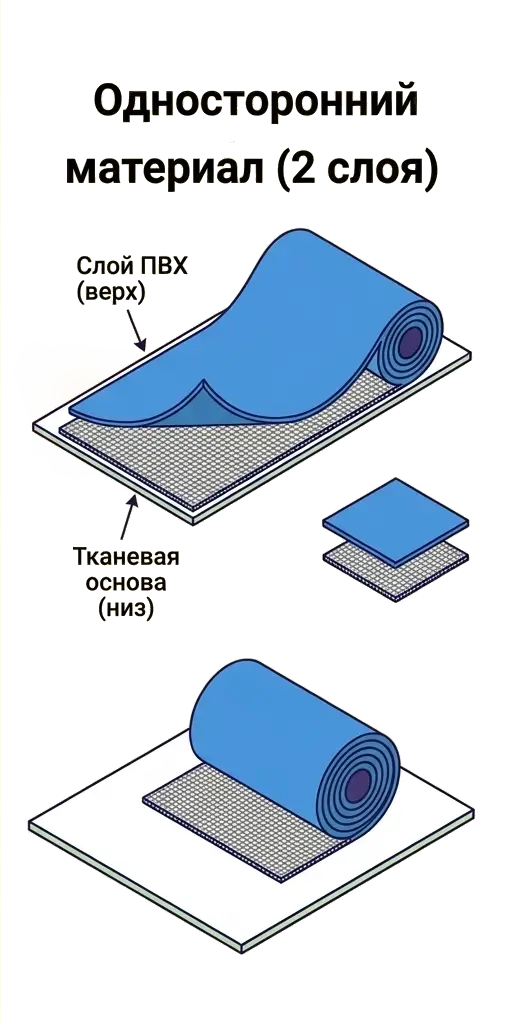
Материал производится в одностороннем и двухстороннем исполнении.
Материал выпускается в разных плотностях
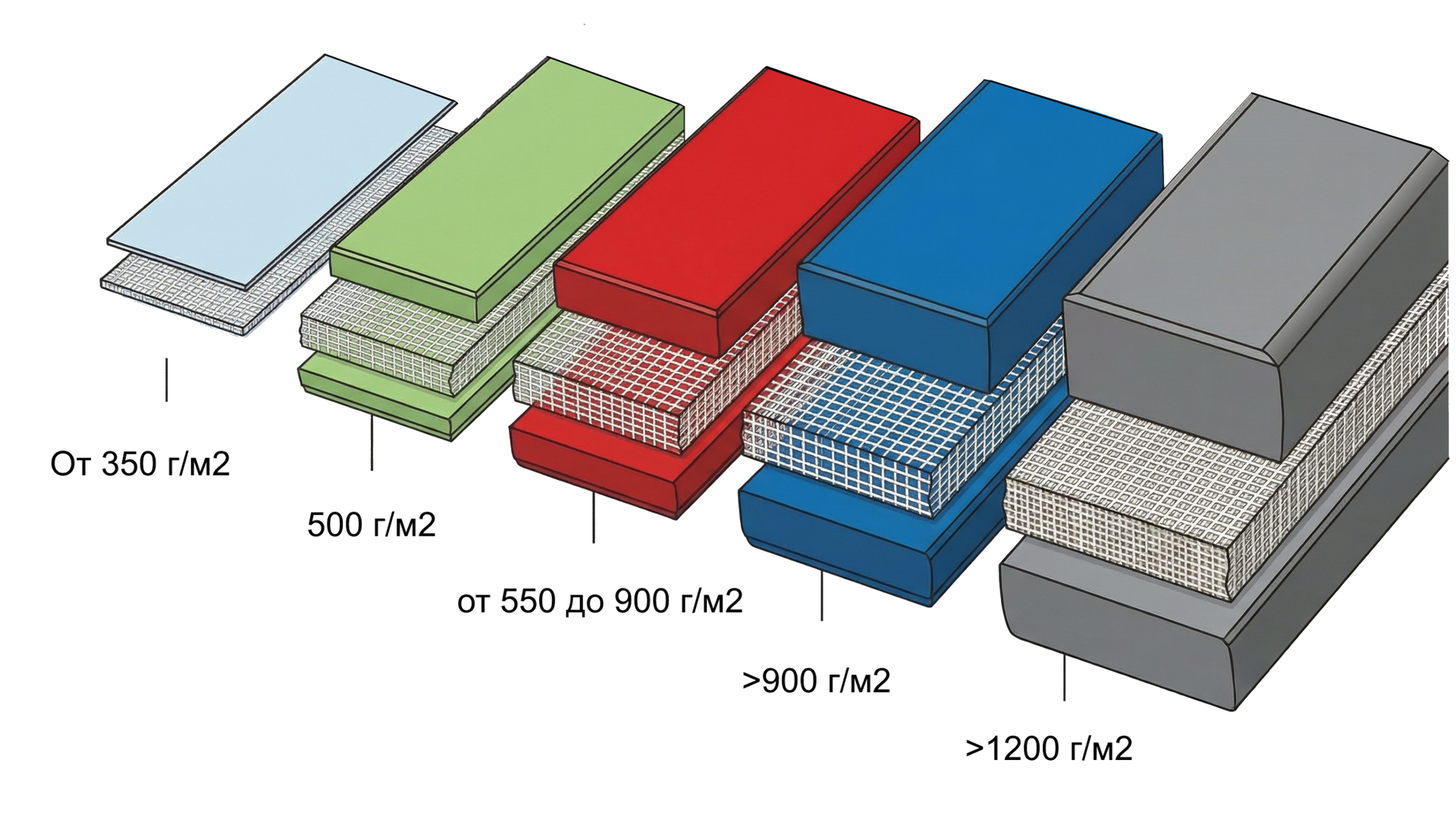
Односторонний материал «Политент» от 350 до 650 г/м2.
Используется для производства чехлов, утепленных пологов, спортивного инвентаря.
Выпускается в плотности от 350 г/м2 до 650 г/м2.
Облегченный укрывной материал «Политент» 500 г/м2.
Применяется в изделиях не требующих высоких разрывных нагрузок. Например для производства небольших пологов, укрывных конструкций, чехлов оборудования и тентов для небольших прицепов.
Тентовый материал «Политент». От 550 до 900 г/м2.
Материалы для производства Автотентов, стротельных пологов, палаток, ангаров, вентиляционных труб, чехлов нефтехранилищ, и других изделий, требующих хороших разрывных показателей.
Материалы от 900 гр.м2.
Тентовые материалы для специфического применения. Данные материалы обладают свойствами ПВХ мембран для организации искуственных водоёмов или в качестве мембран для кровли.
Наш материал подходит под все известные методы обработки
Материал «Политент» отлично поддаётся сшиванию на швейных машинах, Тепловой сварке ручными или автоматическими средствами, а так же стыковке полотен с применением ТВЧ.
Специализированные материалы политент выпускаются в различных исполнениях:
Слабогорючий материал "Политент Г1"
Материал армированный «Политент» в исполнении Г1 (слабогорючий) является нашей гордостью. Нашим специалистам удалось разработать материал отвечающий самым строгим нормам пожарной экспертизы по классу горючести Г1. Данный материал не способствует распространению пламени, является самозатухающим. Материал применяется там, где есть строгие требования к пожарной безопасности и где обычный материал может быть небезопасен.
Морозостойкий материал ПВХ для регионов с холодным климатом
Материал армированный «Политент — Морозостойкий» в двух исполнениях:
- До -45 для районов с холодным климатом.
- До -60 для районов с очень холодным климатом.
Материал выпускается под заказ в любой из возможных плотностей. Не становится хрупким вплоть до указанных температур.
"Политент" выпускается в разных цветах
Ниже представлены цвета из нашей постоянной политры с привязкой к RAL (Цвета из разных партий могут немного отличаться).
Так же мы готовы выпустить материал любого другого цвета по заданию клиента.